Электрод нержавейка ER 309LSi 1,6 мм для нержавеющих сталей 5 кг

- Вес упаковки, кг5
- Диаметр, мм1,6
- МаркаER 309LSi
- МатериалНержавеющая сталь
- Свариваемые металлыНержавеющие стали
- Вес упаковки, кг5
- Диаметр, мм1,6
- МаркаER 309LSi
- МатериалНержавеющая сталь
- Свариваемые металлыНержавеющие стали
Описание Электрод нержавейка ER 309LSi 1,6 мм для нержавеющих сталей 5 кг
Электрод нержавейка ER 309LSi 1,6 мм для нержавеющих сталей 5 кг в наличии на складе в Вологде от компании «Инметпром». Закажите электрод нержавейка ER 309LSi 1,6 мм для нержавеющих сталей 5 кг по номеру телефона +7 (817) 256-95-88, отправив запрос на электронную почту vologda@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Форма:Круглый
- Цвет:RAL 9005
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: 368 ₽/кг

- Цена: 70 ₽/м2
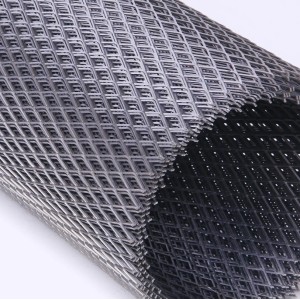
- Толщина, мм:0,5
- Тип:Штукатурная
- Длина, м:12
- Цена: 458 ₽/м2
- Цена: 21 ₽/шт

- Размер 2, мм:50
- Размер 1, мм:50
- ГОСТ/ТУ:ГОСТ 19771-93
- Цена: 68 850 ₽/т

- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Тип высадки:БВ
- Цена: 449 984 ₽/т

- Цена: 291 141 ₽/т

- Цена: 753 493 ₽/т
- Диаметр, мм:3,25
- Свариваемые металлы:Нержавеющие стали
- Марка:347/MVNb AC/DC
- Цена: По запросу
- Марка:347/MVNb AC/DC
- Диаметр, мм:4
- Свариваемые металлы:Нержавеющие стали
- Цена: По запросу
- Марка:AG E-46 Premium
- Диаметр, мм:2
- Вес упаковки, кг:1
- Цена: По запросу
- Марка:AG E-46 Premium
- Диаметр, мм:2,5
- Вес упаковки, кг:1
- Цена: По запросу
- Диаметр, мм:3,2
- Материал:Сталь
- Марка:AG E-46 Premium
- Цена: По запросу
- Марка:AG E-46 Premium
- Диаметр, мм:4
- Вес упаковки, кг:5
- Цена: По запросу
- Марка:AG E-55LH
- Диаметр, мм:4
- Назначение:Для наплавки
- Цена: По запросу
- Марка:AG E-60RC
- Диаметр, мм:3,2
- Назначение:Для наплавки
- Цена: По запросу
Повторно использовать прокаленные электроды УОНИИ-13/45, хранившиеся на открытом воздухе 3 дня, не рекомендуется без повторной прокалки. Основное покрытие гигроскопично и могло набрать влагу, что негативно скажется на качестве шва.
Электроды АНО-21 (рутиловое покрытие) размером 3 мм обычно удобнее для сварки в потолочном положении для начинающих сварщиков. Электроды УОНИИ-13/55 (основное покрытие) требуют большего опыта, но обеспечивают более качественный шов.
"Сварочно-технологические свойства" электродов согласно ГОСТ 9466-75 – это комплекс характеристик, определяющих поведение электрода в процессе сварки. Включает стабильность горения, перенос металла, формирование шва и др.
Электроды ЦЛ-11 обычно обеспечивают несколько более высокую стойкость к межкристаллитной коррозии сварных швов на стали 08Х18Н10Т по сравнению с ЭА-400/10У. Это важно для конструкций, работающих в агрессивных средах при повышенных температурах.
При сварке электродами УОНИИ-13/65 угол наклона электрода относительно поверхности влияет на глубину провара и формирование шва. Сварка "углом вперед" дает меньший провар, "углом назад" – больший.
Для сварки тонколистовой меди М1 толщиной 2 мм электродами Комсомолец-100 рекомендуется использовать электрод размером 3 мм и сварку на постоянном токе обратной полярности. Важен предварительный подогрев до 250-300 °C и высокая скорость сварки.
Для холодной сварки серого чугуна электроды ОЗЖН-1 обычно дают шов с меньшей склонностью к образованию трещин по сравнению с электродами ЦЧ-4. Это связано с большей пластичностью наплавленного металла.