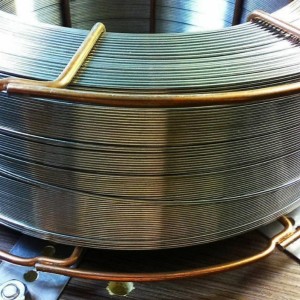
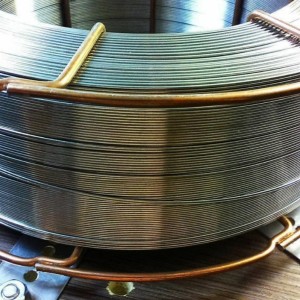
Сварочная проволока полированная 1,2 мм AristoRod 69 кассета 18 кг Esab ГОСТ 2246-70
- Вес упаковки, кг18
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- ПоверхностьПолированная
- СерияEsab AristoRod 69
- Форма поставкиКассета
- Вес упаковки, кг18
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- ПоверхностьПолированная
- СерияEsab AristoRod 69
- Форма поставкиКассета
Описание Сварочная проволока полированная 1,2 мм AristoRod 69 кассета 18 кг Esab ГОСТ 2246-70
Сварочная проволока полированная 1,2 мм AristoRod 69 кассета 18 кг Esab ГОСТ 2246-70 в наличии на складе в Вологде от компании «Инметпром». Закажите сварочная проволока полированная 1,2 мм AristoRod 69 кассета 18 кг Esab ГОСТ 2246-70 по номеру телефона +7 (817) 256-95-88, отправив запрос на электронную почту vologda@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу

- Марка:Castolin 192FBK
- Материал:Алюминий
- Цена: По запросу
- Марка:Castolin Alutin 51
- Материал:Алюминий
- Цена: По запросу
- Марка:Castolin RB
- Материал:Алюминий
- Цена: По запросу
- Марка:А
- Материал:Оловянно-свинцовый сплав
- Цена: По запросу

- Цена: 208 ₽/м2
- Толщина, мм:0,5
- Тип:Штукатурная
- Длина, м:12
- Цена: 458 ₽/м2

- ГОСТ/ТУ:ТУ 14-161-219-2004
- Диаметр, мм:89
- Толщина стенки, мм:11,4
- Цена: 449 984 ₽/т

- Форма:Квадратная
- Толщина стенки, мм:1
- Марка:АД31Т1
- Цена: 291 141 ₽/т

- Цена: По запросу

- Цена: 3 900 000 ₽/т

- Цена: 185 ₽/кг
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08АА
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Nicros 308LSi
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08Г2С
- Диаметр, мм:0,6
- Цена: По запросу
- Диаметр, мм:0,7
- Поверхность:Без покрытия
- Марка:Св-08Г2С
- Цена: По запросу
- Диаметр, мм:0,8
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.58
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
По стандартной маркировке порошковой проволоки, например, ПП-АН3 или ПП-Нп-25Х5ФМС, можно определить ее основное назначение: ПП – означает "Проволока Порошковая"; следующая буква (А – для Автоматической сварки под флюсом, или отсутствие этого индекса для ручной/механизированной сварки открытой дугой или в защитных газах); далее буква Н – для Наплавки, или С – для Сварки. Последующие цифры или буквенно-цифровые обозначения характеризуют химический состав или свойства наплавленного металла.
Для сварки низколегированной стали 09Г2С предпочтительнее использовать проволоку СВ-08ХМ, легированную хромом (0.9-1.3%) и молибденом (0.4-0.6%), которая обеспечивает получение сварного шва с требуемыми механическими свойствами и хладостойкостью, сопоставимыми с основным металлом. Проволока СВ-10ГНМ (Ni 1.4-1.8%, Mn 1.4-1.7%) также подходит, но выбор зависит от конкретных требований к ударной вязкости при низких температурах.
Проволока, поставляемая в катушках большой массы (15 кг и более, например, в бочках "марафон" по 250 кг), является более удобной и экономически целесообразной для поточного производства с использованием сварочных роботов или автоматизированных линий. Это связано с существенным сокращением времени простоев оборудования на замену катушек по сравнению с использованием стандартных катушек по 5 кг, что повышает общую производительность и эффективность процесса.
Для полуавтоматической сварки стали 08кп (тонколистовая низкоуглеродистая) толщиной 1 мм лучшим выбором будет проволока СВ-08Г2С толщиной 0.8 мм. Она обеспечивает меньшее тепловложение в основной металл, что снижает риск прожогов и коробления тонкого листа по сравнению с использованием проволоки диаметром 1.0 мм.
Да, прямым отечественным аналогом импортной сварочной проволоки сплошного сечения, классифицируемой как ER70S-6 по американскому стандарту AWS A5.18, согласно ГОСТ 2246-70 является сварочная проволока марки СВ-08Г2С. Обе эти проволоки предназначены для сварки углеродистых и низколегированных сталей в среде защитных газов и имеют схожий химический состав, а также обеспечивают близкие механические свойства наплавленного металла.
Теоретически, остатки (обрезки) сварочной проволоки из низкоуглеродистой стали марки СВ-08А можно использовать для кустарного изготовления мелких рыболовных крючков. Однако для придания им необходимой упругости и прочности потребуется сложная и трудно контролируемая в домашних условиях термическая обработка (закалка с последующим низким отпуском). Качество таких крючков, скорее всего, будет уступать заводским изделиям.
Недостаток применения активированной сварочной проволоки (например, СВ-08Г2С-А, содержащей повышенное количество раскисляющих и микролегирующих элементов) для сварки сталей с высоким содержанием углерода (более 0.45% С) может заключаться в увеличении склонности металла сварного шва к образованию горячих (кристаллизационных) трещин. Это связано с влиянием активирующих добавок на процесс кристаллизации металла шва и расширение температурного интервала хрупкости.